
深穴加工における熱管理と温度制御の重要性
深穴加工では、長時間にわたる切削作業によって大量の摩擦熱が発生します。この熱は、加工中に生じる摩擦や切削によって発生するため、冷却をしないまま作業を続けると、工具の寿命を大幅に縮めるだけでなく、加工面に不良が生じる原因となります。特に、深穴加工のように深い穴を開ける作業では、この熱の影響が顕著に現れます。摩擦熱が適切に管理されないと、穴の直線性や真直度が損なわれ、最終的には加工精度に深刻な影響を与えることになります。そのため、深穴加工における熱管理は非常に重要な要素であり、加工精度を維持し、品質を確保するために慎重に対策を講じる必要があります。
深穴加工での熱発生とその影響
深穴加工における最大の課題のひとつは、加工中に発生する摩擦熱の処理です。特に、長い穴を開ける際には、工具と加工物の接触部分で発生する摩擦熱が蓄積しやすくなります。熱が過度に蓄積されると、工具の先端が過熱し、切削効率が低下するだけでなく、加工物の材質にも悪影響を及ぼす可能性があります。材料が高温になると、熱膨張により変形が生じることがあり、これが最終的に穴の精度や加工面に不良を引き起こす原因となります。特に、深穴加工では、この熱の影響が穴の内壁や底部に強く現れるため、精密な作業を要求される場面では注意が必要です。
冷却液と潤滑剤の使用
摩擦熱を効率的に取り除くためには、冷却液や潤滑剤の使用が不可欠です。これらは、加工中の熱を管理し、工具の過熱を防ぐために非常に効果的な手段となります。冷却液は、工具と加工物の接触部分に直接供給されることで、摩擦を最小限に抑えるだけでなく、切削熱を効率よく逃がし、工具の温度を安定させる役割を果たします。これにより、工具の寿命が大幅に延び、安定した加工が長時間続けられることが可能となります。
深穴加工においては、冷却液が工具の刃先や穴の内壁に適切に供給されることが非常に重要です。これにより、摩擦熱を効率的に取り除くとともに、加工面が清潔に保たれ、精度が維持されます。特に深い穴を加工する際には、冷却液の供給が不十分だと切削熱が十分に逃げず、工具の先端が過熱して摩耗が早まる可能性があります。これを防ぐためには、冷却液の流れを最適化することが求められます。
温度安定化による加工精度の向上
冷却液の供給によって、加工中の温度を安定させることができ、材料の変形を防ぐことができます。温度の安定化により、加工物が過剰に膨張したり収縮したりすることなく、精密な加工が実現されます。これにより、加工精度が保たれ、穴の直線性や真直度、さらに内壁の仕上がりが確実に保たれます。特に深穴加工では、温度が高くなりすぎると、加工物の材質が変形し、精度が低下するリスクがあります。このリスクを回避するために、冷却液を適切に使用し、温度管理を徹底することが不可欠です。
また、冷却液を適切に使用することで、工具と加工物の間で発生する摩擦を抑え、工具の摩耗を防ぐことができます。摩擦が減ることで、工具の温度が上昇することを防ぎ、加工精度を長期間にわたって保つことが可能になります。冷却液は、工具の寿命を延ばし、安定した加工を実現するための重要な要素であり、その効果は深穴加工において特に重要です。
冷却液の効果による仕上げ精度の向上
冷却液の使用は、深穴加工の仕上げ精度にも大きな影響を与えます。冷却液が適切に供給されることで、工具の摩擦が減少し、加工面が滑らかに仕上がります。これにより、仕上げ精度が向上し、最終的な部品の品質も向上します。冷却液によって摩擦が抑制されるため、工具と加工物の間で発生する微小な変動が減少し、穴の内壁や底部の仕上がりが均一になります。これにより、精密な部品を製造する際にも、高い品質を保ちながら効率的に作業を進めることができます。
温度管理による工具寿命の延長
深穴加工では、長時間にわたる作業によって工具が高温になりやすく、過熱が原因で工具が摩耗しやすくなります。冷却液を使用することで、工具の温度が安定し、過熱による摩耗が抑制され、工具の寿命が延びます。温度管理によって工具の寿命を延ばすことができれば、長期間にわたって安定した加工が可能となり、加工効率が大幅に向上します。また、工具の寿命が延びることで、交換頻度が減少し、コスト削減にもつながります。
深穴加工における熱管理の総括
深穴加工における熱管理は、加工精度、工具の寿命、加工面の品質に直結する重要な要素です。摩擦熱を効率的に取り除き、温度を適切に管理することで、工具の過熱を防ぎ、加工精度を長期間保つことができます。冷却液の適切な使用は、加工中の温度を安定させるとともに、加工物の変形を防ぎ、仕上げ精度の向上にも寄与します。このように、深穴加工における熱管理と温度制御は、製造の効率性を高め、最終的な部品の品質を確保するために欠かせない要素となります。




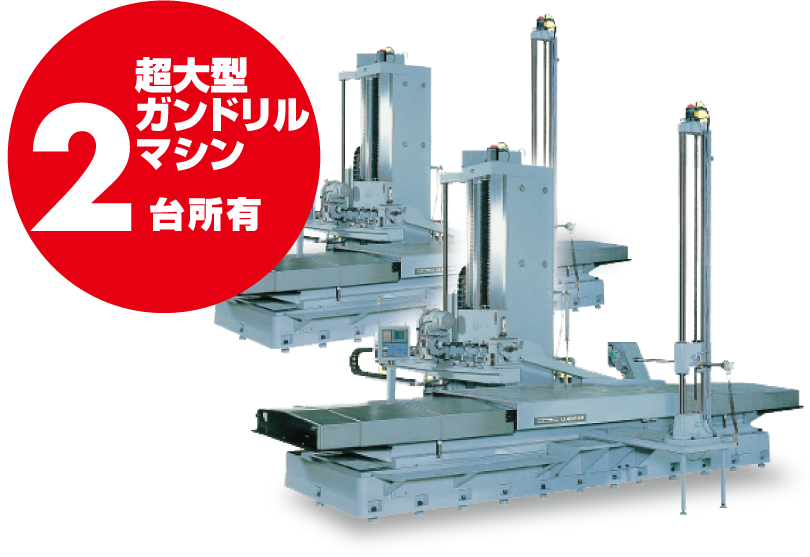

JUMBO2000-NC
ミロク機械《2台》
【仕様】
●加工穴径/直径φ3~φ36
●加工最大長/ 2,000mm
( 径により3,000mm)
●加工ワーク重量/ 25t
中部地区でこのマシンを
所有しているのは弊社のみ。
全国でも数台しかない大型汎用機。

対応エリアは北海道から沖縄まで
日本全国。重量物もご相談ください。
北海道から沖縄まで全国に納品実績あり。中国地方に2t以上の加工品を発送した経験もあります。遠方でも宅配にて小ロット・短納期に対応します。

東名・新東名双方のICが近い好立地。
25tトレーラーが工場内入庫可能。
どちらのICからも車で約5分。工場までの道程に狭い所もありません。交通量の少ない広い県道に面し、25tの大型トレーラーでの工場内入庫も可能です。

15tと5tの天井クレーンで
大型ワークの取り扱いもお任せ。
親子機のため搬入搬出に使うだけでなく、15tの大型ワークも反転させることが可能。六面から加工することができます。
